Csökkentse a beállítási időt 15 percről 1 percre a negyedfordulatú SpanClamps segítségével
Csökkentse a beállítási időt 15 percről 1 percre a negyedfordulatú SpanClamps segítségével

Csökkentse a beállítási időt 15 percről 1 percre
Negyedfordulót használnak
Formagyártó csapatunk tokokat és burkolatokat gyárt termékeinkhez
fröccsöntő gépek.
Az öntés utáni termékeket a kiszedő robot előhúzza és hordozza
távol az injekciós géptől. Ezután levágjuk a gyanta sorját az injekció hátulján
formázott termékeket egy csípő.
15 befecskendező gépünk van üzemünkben:
-
4-et dedikált gépként használják
-
A 11. ábrát általános célú gépként használják a legkülönfélébb gyártáshoz
termékek kis mennyiségben.
Ami az általános rendeltetésű gépeket illeti, a penészcsere szükséges, attól függően, hogy a
kialakítandó termék. Néhány gépnél az öntőformát több mint 50-re cseréljük
havonta. Ezenkívül a sorja helyzete termékenként eltérő,
ezért minden formaváltásnál szükség van a csőbimbó és helyzetének megváltoztatására.
Korábban minden termékünkhöz általános célú szorítófejeket használtunk, de nagyszerű
rengeteg időt töltöttek a csavarok meglazításával, a fogók cseréjével és a pozíciók beállításával.
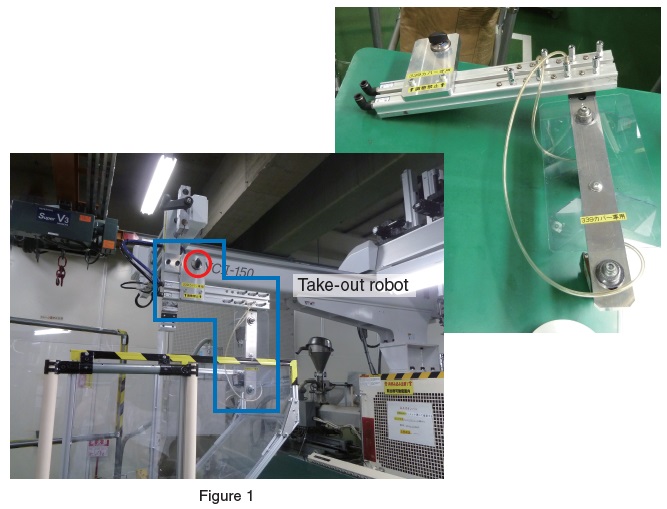
Most mindegyikhez különálló csipeszegységeket használunk (amelyeket az 1. ábra kék négyzete jelöl ki)
termék és minden egységcserénél kicseréljük az egységeket. NEGYEDÉR-KÖR
A SpanClamps CLAMPS (az 1. ábrán piros körrel kiemelve) pozícionálására szolgál
ezeknek a csípőegységeknek a rögzítése.
Használt referenciák
SpanClamp negyedfordulatú SCQT-P
Műanyag szárnyfej: SCQT0614-P
Aljzat: SCQTRBI12
Eredmények
Mekkora a SpanClamps negyedfordulós hozzáadott értéke?
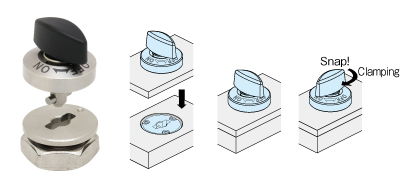
Most a szorító egységeket egyetlen gombnyomással ki lehet cserélni. A telepítés ideje mindössze 1 perc, míg 15 és 30 perc között telt el.
További előny, hogy az egységet bárki könnyen megváltoztathatja.
Korábban minden egyes terméknél be kellett állítani a bilincset, hogy csak a képzett személy végezhesse a változtatást. Most mindenki könnyen megteheti, mert az egységek egyszerűen reteszelhetők, ha a gombot 90 fokkal ON állásba fordítják, és két légcsövet helyeznek az ízületekbe.
A legújabb kimeneti robotok rabszolgák, így csak az NC programváltásra van szükség a formázandó termék cseréjéhez. Ezen felül a negyedfordulat lehetővé tette számunkra, hogy lerövidítsük a lerakóegységek telepítési idejét. Az elektromos hajtású extrakciós robotok és a negyedfordulat segítségével a gép késleltetési ideje jelentősen lecsökkent a penészcseréhez, és egyértelműen javult a termelékenység.
Kihívás
Mi a legfontosabb szempont a termelési rendszer fejlesztésében?
" Csökkentse a telepítési időt "mindennek a kihívása.
A sorjevágási folyamatot régen kézzel végeztük. Ekkor a munkát egy alvállalkozóhoz rendeltük.
A termelékenység javítása érdekében a vágófogó segítségével megpróbáltuk automatizálni a sorját. De sok időt töltöttünk a csavarok meglazításával, hogy a szorító helyzetét minden penészváltáskor megváltoztassuk vagy beállítsuk, mert az egységeket minden termék sokoldalú egységeként tervezték.
A tömeggyártásban a gépeket jóval a forma behelyezése után használják, így nem volt probléma. Mivel azonban számos termékünket kis mennyiségben gyártják, a penész telepítési idejével nő a gép állásideje.
Ezért minden termékhez külön markolóegységeket fejlesztettünk ki, hogy a forma cseréjekor egy teljes egységet kicserélhessünk. Ugyanakkor elfogadtuk a SpanClamps negyedfordulatát, amely gyorsabban meghúzza az egységeket, mint a csavarok.
Hogyan válasszuk ki a SpanClamps negyedfordulót?
Hogyan találta meg a negyedfordulatokat a szorító egységek meghúzásához?
Amikor az Anemo Engineering, az iparág gyorsan változó megoldásokkal foglalkozó vállalata konzultált velünk, bemutatták nekünk a SpanClamps kínálatot.
Megtaláltuk a "negyedfordulós" termékválasztékot a katalógusban. Különböző típusú gyorsjavítások voltak.
Közülük kiválasztottuk azt, amelyik a legjobban megfelel rendeltetésünknek.
Kritériumai
SpanClamp negyedfordulat használata